
Proč přistupujeme ke svařování pro e-mobilitu s jemností, ne hrubou silou?
2024-04-16
Uspět při nejnáročnějších svařovacích úlohách v automobilovém průmyslu a v oblasti e-mobility vyžaduje přesnou kontrolu nad tím, jaký výkon laseru je dodáván na svařovaný díl. Použití vláknových laserů v automobilové výrobě je velmi rozšířené – jsou používány pro řadu aplikací svařování a řezání, včetně svařování karoserií, závěsných dílů, součástí hnacího ústrojí a dalších. Není to žádné překvapení, protože vláknové lasery nabízejí několik výhod oproti většině dříve používaných technologií, a to jak laserových, tak nelaserových.
Automobilový průmysl však i nadále dává velký prostor dalším inovacím. Ačkoli se vysokovýkonné vláknové lasery již nějakou dobu úspěšně používají v automobilové výrobě, nejsložitější svařovací procesy, které nyní přicházejí do provozu na podporu e-mobility a odlehčení, vyžadují více než jen hrubý výkon a hrubou sílu. I když ve skutečnosti existuje poměrně velké množství různých individuálních aplikací, většina z nich obvykle zahrnuje:
● velmi tenký nebo na teplo citlivý materiál,
● „obtížně svařitelné“ materiály, jako jsou hliník, měď a vysokopevnostní ocel,
● spojování různých typů materiálů.
Pro tyto typy úloh musí laser nabízet dvě základní funkce. První z nich je dostatečný výkon nutný k dosažení potřebné penetrace materiálu při práci se silnějšími díly a zajištění potřebné výrobní rychlosti. Druhou je schopnost přesně řídit způsob, jakým je výkon laseru distribuován na pracovní plochu – jak prostorově, tak v čase.
Výkon a přesnost
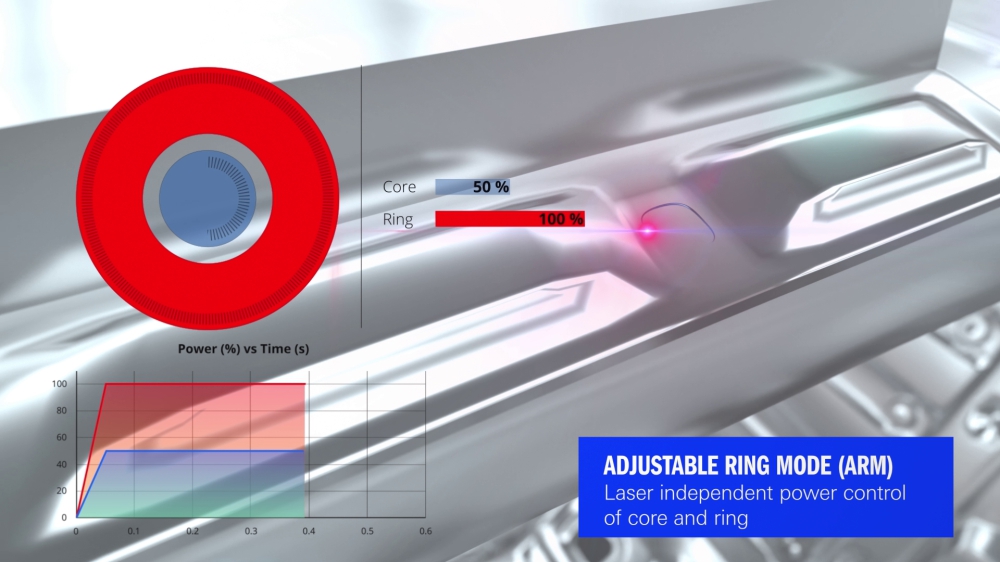
Společnost Coherent vyvinula vláknový laser s nastavitelným prstencovým profilem (ARM), který poskytuje jak výkon, tak přesnost výstupního svazku. Vláknový laser ARM má duální výstup paprsku – vytváří centrální bod, který je obklopen dalším soustředným prstencem laserového světla. Výkon ve středovém i prstencovém svazku lze nezávisle řídit, a dokonce i modulovat.
Vláknové lasery Coherent HighLight řady FL-ARM jsou k dispozici s celkovým výkonem až 10 kW. To je více než dost energie pro provádění prakticky všech kritických svařovacích úloh při zachování vysoké produktivity. Ve skutečnosti většina těch nejchoulostivějších a nejnáročnějších aplikací obvykle využívá méně než polovinu zmíněného maximálního výstupního výkonu. Lasery Coherent ARM umožňují dodat dostatečný laserový výkon přesně tam, kde je potřeba a tehdy, kdy je potřeba.
Jeden z příkladů, jak to funguje, je vidět při svařování mědi. Někteří výrobci přešli při svařování mědi na zelené lasery, protože tato vlnová délka je mědí lépe absorbována než infračervený výstup vláknového laseru. To však platí pouze při pokojové teplotě. Jakmile se měď zahřeje, infračervený paprsek absorbuje měď dobře, a jakmile se vytvoří klíčová dírka, tento parametr se ještě zlepšuje. A pak se počáteční nižší absorpce stává vlastně výhodou, protože umožňuje hlubší průnik laserového paprsku, což usnadňuje svařování silnějších substrátů.
Proces svařování mědi laserem ARM tedy začíná tím, že výkon laseru je pouze v prstencovém paprsku, který materiál zahřívá, dokud se neroztaví. Poté se aktivuje středový paprsek s vysokým výkonem, který vytvoří klíčovou dírku pro svařování. Během svařování se však určitý výkon stále udržuje i v kruhovém prstenci, protože tím se klíčová dírka stabilizuje, takže je méně turbulentní a chaotická. Tím se snižuje rozstřik taveniny a dosahuje se konzistentnějších výsledků svařování. Když paprsek dosáhne konce svarového spoje, výkon prstence se zcela vypne a výkon středového paprsku se plynule sníží, aby se vytvořil čistý a rovnoměrný konec svaru.
Stejná schopnost – přizpůsobit profil ohřevu materiálu tak, aby se maximalizovala stabilita a konzistence klíčové dírky, a zvýšit a snížit výkon na konci svaru – přináší podobné výhody i při svařování jiných obtížně svařitelných materiálů, jako je hliník a pozinkovaná ocel. Umožňuje také velmi přesné svařování tenkých, jemných nebo na teplo citlivých materiálů.
Přemíra logiky
Někteří výrobci vláknových laserů zdůrazňují, že jejich výrobky umožňují přesunout 100 % celkového výkonu do jádra nebo kruhových paprsků, jako by to byla výhoda. Ale není tomu tak – protože celé kouzlo laseru ARM spočívá v tom, že rozdělení výkonu mezi jádro a prstenec rozkládá tepelný příkon do dílu tak, že přináší lepší výsledky než jediný paprsek – stejně jako v dříve popsaném příkladu svařování mědi. Pokud by bylo výhodné přesunout 100 % paprsku jen do jádra nebo do prstence, proč tedy nepoužít standardní (a levnější) vláknový laser s jedním paprskem?
Lasery Coherent ARM jsou ve skutečnosti konstruovány pomocí dvou nebo více modulů vláknových laserů, z nichž každý je zapojen buď do jádra, nebo do prstence, aby bylo možné získat různé poměry maximálního výkonu. Výkon každého z těchto modulů je pak v provozu možné plynule regulovat v rozsahu 0 až 100 %. Například laser ARM o výkonu 8 kW, který je zkonstruován ze čtyř modulů o výkonu 2 kW, může být nakonfigurován se třemi různými maximálními poměry výkonu středu a prstence. Jsou to 6 kW/2 kW, 4 kW/4 kW nebo 2 kW/6 kW. Konfigurace použitá pro laser konkrétního zákazníka vychází z procesních zkoušek provedených ještě před pořízením laseru. Ty stanoví potřebné úrovně výkonu a výkonové poměry nutné k úspěšnému provedení cílové operace ve výrobě. Konfigurace laserů pak poskytují dostatečně velkou výkonovou rezervu, aby bylo možné provést jakékoli změny potřebné k přizpůsobení se změnám ve výrobním procesu nebo materiálu (například změnám v surovinách mezi jednotlivými šaržemi).

Pokud někdo tvrdí, že laser Coherent ARM není „skutečným“ vláknovým laserem o výkonu 8 kW, má pravdu – je to dvou paprskový vláknový laser o výkonu 8 kW. To znamená, že odvádí lepší práci než cokoli jiného při aplikaci laserového výkonu přesně takovým způsobem, který přináší nejlepší výsledky pro konkrétní úkol.
OptiXs, s.r.o. – výhradní distributor laserů Coherent pro ČR a SR
Křivoklátská 37, 199 00 Praha 9
info@optixs.cz
tel: +420 910 920 610
www.optixs.cz


Nasledujúce vydanie:
Uzávierka: 27.8.2026
Vychádza: 10.9.2026